








au sommaire
La mise en œuvre des procédés laser est fortement liée au matériau envisagé pour l'application.

Le plus souvent les matériaux d'intérêt industriel ne sont pas les matériaux modèles utilisés dans les études scientifiques et les résultats de ces études ne sont pas quantitativement transférables même si, qualitativement, des « tendances » peuvent être conservées. C'est le cas lorsque l'on passe des métauxmétaux purs (cuivre, aluminium) aux alliages (InoxInox), ou des matériaux transparentstransparents de laboratoire (silicesilice fondue...) aux verres à vitre. Les données concernant ces matériaux d'intérêt industriel entrent souvent dans les secrets de fabrication des sociétés. Il est bien évident que les développements industriels les plus pertinents risquent bien d'être sérieusement protégés par la confidentialitéconfidentialité nécessaire.
Des applications femto porteuses d'innovations
On trouvera dans la figure 6 une illustration de l'étendue des domaines dans lesquels on peut trouver des applications femto.

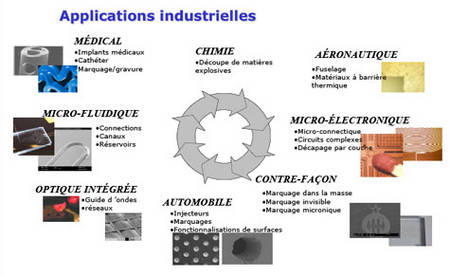
De manière synthétique, toutes les applications évoquées peuvent sans doute se retrouver sous le double domaine : domaine découpe/perçage et soudage et domaine de la micro/nano-structuration de surface ou dans la massemasse du matériau visant une fonctionnalisation. Le but de cette micro/nano-structuration de surface étant d'ajouter au matériau une fonction spécifique caractéristique de l'application. Nous pouvons souligner ici plus particulièrement quatre types de fonctions liées à des applications industrielles en cours de développement : fonctions tribologiques, fonctions photoniques, fonctions micro-fluidiques, fonctions marquage. Si nous considérons le développement particulièrement mis en valeur récemment en direction des nano-technologies, il est sans doute pertinent de regarder comment chacune de ces fonctions peut évoluer d'un domaine de taille micronique vers le domaine des tailles nanométriques.
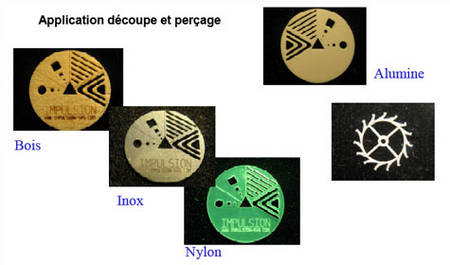
Découpe, perçage et soudage
Les impulsions ultracourtes peuvent apparaître comme une « bonne à tout faire » pour la micro-découpe et le micro-perçage. C'est une fonction très usuelle des applications laser. Dans le cas des impulsions ultra-brèves, l'atout de l'outil est la grande qualité de découpe, la grande précision (une précision de quelques micronsmicrons est relativement facile à obtenir) et l'aptitude à obtenir des résultats sur de nombreux matériaux, les assemblages de matériaux sont également adressables. Soulignons cependant trois limites importantes : les épaisseurs maximales atteignables inférieures au millimètre et le temps d'usinage encore relativement long du fait du procédé de nature ablatif (par enlèvement de matièrematière) et enfin la nécessité d'une énergieénergie par pulse suffisante (le plus souvent > 100 μJ). Des sources laser amplifiées doivent alors être utilisées.

Le prix de la source reste l'élément limitant d'une plus grande diffusiondiffusion de la technologie. Une machine de découpe/perçage femtosecondefemtoseconde représente un vrai investissement, cependant pas inaccessible, y compris pour une PME. L'aptitude à la production de grande série reste un travail à faire, cet effort dépend très fortement de l'application visée.
Fonctionnalisation par micro ou nano-structuration de surface ou dans la masse
Avant d'aborder les marchés visés, il paraît opportun de mettre en évidence plusieurs autres fonctions des impulsions ultra-brèves que l'on peut regrouper sous la rubrique micro/nano-structuration de surface ou dans la masse. Dans ce cas, la modification du matériau est très localisée et concerne un volumevolume faible. Les sources laser mobilisées pourront délivrer une énergie beaucoup plus faible, à beaucoup plus haute cadence.
L'intérêt des impulsions ultra-brèves pour les matériaux transparents a permis un fort développement scientifique dans la définition de nouvelles fonctions photoniques. On peut citer particulièrement les guides d'onde [16] et les réseaux enterrés [17]. Ces travaux visent donc la mise en évidence de l'inscription dans la masse de fonctions photoniques, spécialement dans la masse de matériaux test. Des applications potentielles sont imaginables mais l'étape de validation industrielle n'est pas encore franchie dans ce domaine. Il est fort peu probable d'ailleurs que l'application guide d'onde, qui sert de test pour la validation des procédés, soit l'application industrielle la plus prometteuse dans ce domaine.
Une fonction spécifique mérite d'être traitée pour elle-même : prenons l'exemple de l'utilisation des impulsions ultra-brèves pour la fabrication de composants microfluidiquemicrofluidique [18]. Il s'agit de la réalisation de micro-canaux en surface ou même directement dans la masse de matériaux, avec des contours spécifiques pour la fonction désirée. Les impulsions ultra-brèves peuvent également être utilisées pour la réalisation des guides de lumièrelumière photo inscrits dans les composants. Ce domaine vise la fabrication d'un grand nombre de composants. D'autres techniques de fabrication de grandes séries, utilisées en micro-électronique peuvent être disponibles. Cependant, les techniques lasers ultra-brefs se révèlent très flexibles pour le prototypage de composants de test de la fonctionnalité microfluidique recherchée.
Exemple d’une fonction tribologique
Dans la suite, nous détaillerons plus précisément comment le recours aux impulsions ultra-brèves peut permettre d'ajouter une fonction tribologique sur une surface.
Dans un secteur d'activité où les traitements de micro-structuration et de fonctionnalisation de surfaces (laser ou autres) atteignent actuellement des limites face aux exigences croissantes de cahiers des charges, la micro-texturation laser femtoseconde permet d'affronter de nouveaux enjeux.
L'objectif est d'optimiser des traitements de surface de matériaux par laser à impulsions ultra-brèves, dans une optique de structuration de surface par micro-gravuregravure contrôlée. La finalité visée consiste à atteindre, sur plusieurs applications bien ciblées par des acteurs industriels, une augmentation de l'efficacité mécanique d'un contact. L'effet tribologique d'une micro-cavité pour l'efficacité du lubrifiantlubrifiant a été démontré dans un contact mécanique [19].
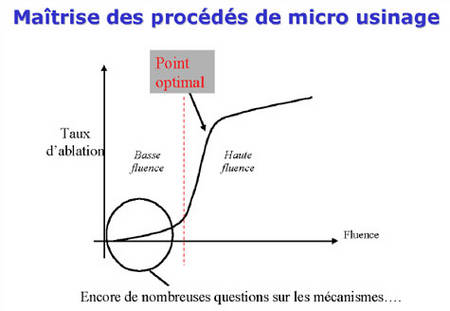
Le point clé de cette application est le contrôle précis de la profondeur de la micro-cavité. L'analyse des taux d'ablationablation pour les métaux fait apparaître l'existence d'un point « optimal » dans l'évolution des taux d'ablation en fonction de la fluence. Celle-ci doit être suffisamment au-dessus du seuil pour que le taux d'ablation soit maximum, sans toutefois excéder une valeur limite au-delà de laquelle ces taux saturent, ce qui ne peut que conduire à une dégradation de la qualité d'usinage sans gain d'efficacité (Figure 8). Ce point optimal correspond bien sûr à une fluence optimale pour les procédés de micro-usinage. Le savoir-faire technologique dans ce domaine a bien sûr déjà mis en évidence empiriquement l'existence de ce point de fonctionnement optimal. La maîtrise du procédé que nous venons d'évoquer doit permettre de prévoir les caractéristiques de cet optimum en connaissant les caractéristiques du matériau utilisé. Ces résultats ont des conséquences pratiques importantes en matière d'industrialisation du procédé.

Le traitement femtoseconde, minimisant les effets thermiques et assurant une géométrie optimale des cavités est l'élément clé de la fonctionnalité ajoutée au matériau. En effet, pour pouvoir fonctionner dans les conditions sévères envisagées, les composants doivent satisfaire simultanément les critères suivants :
- très faible rugosité de surface, ce qui implique l'absence de redéposition sur la surface de la matière éjectée lors de l'ablation laser ;
- résistancerésistance mécanique élevée des matériaux aptes à subir l'ablation laser sans induire de dommages collatéraux (fracturation, écaillage...) dans les zones connexesconnexes, dommages qui se traduiraient par des dégradations en fonctionnement.
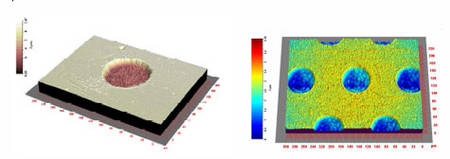
La mise au point de la fonction vise donc l'optimisation des paramètres laser en vue de microstructurer les surfaces d'intérêt et la caractérisation des cavités réalisées (Figure 9), en trois étapes principales :
- Maîtrise de la fabrication d'une micro-cavité en taille et en profondeur. Dans le cas de certains contacts mécaniques, le paramètre critique est la profondeur de la micro-cavité (et non son diamètre), le procédé femto apporte ici une capacité de contrôle unique.
- Le développement de démonstrateursdémonstrateurs industriels par fabrication de surfaces micro structurées (constituées d'un grand nombre de micro-cavités) ensemble et application sur composants moteurs.
- Le test du composant micro structuré sur banc d'essai.
![Figure 9 : Cavité réalisée par laser femto (80 mW, 200 impulsions) sur une surface d’acier recouverte d’une couche mince de DLC (diamètre 94 micromètres, profondeur 6 micromètres). Exemple d’une cavité micro structurée [19].](https://cdn.futura-sciences.com/cdn-cgi/image/width=1024,quality=60,format=auto/sources/images/dossier/rte/magic/4251_audouard_09.jpg "Figure 9 : Cavité réalisée par laser femto (80 mW, 200 impulsions) sur une surface d’acier recouverte d’une couche mince de DLC (diamètre 94 micromètres, profondeur 6 micromètres). Exemple d’une cavité micro structurée [19].")
L'ensemble des trois étapes a déjà été validée pour des moteurs de haut de gamme (type compétition), le développement vise désormais les moteurs des voituresvoitures grand public.
[16] K.M. Davis, K. Miura, N. Sugimoto, and K. Hirao, Writing waveguides in glass with a femtosecond laser, Opt. Lett. 21, 1729-1731 (1996).
S. Nolte, M. Will, J. Burghoff, And A.Tuennermann, Femtosecond waveguide writing: a new avenue to threedimensional integrated optics, Appl. Phys. A 77, 109-111 (2003).
R. Osellame, N. Chiodo, G. Della Valle, G. Cerullo, R. Ramponi, P. Laporta, A. Killi, U. Morgner, and O.Svelto, Waveguide lasers in the C-band fabricated by laser inscription with a compact femtosecond oscillator, IEEEIEEE J.Sel.Top. Quantum Electron. 12, 277-285 (2006).
[17] N. Takeshima, Y. Narita, S. Tanaka, Y. Kuroiwa, and K. Hirao, Fabrication of high-efficiency diffractiondiffraction gratings in glass, Opt. Lett. 30, 352-354 (2005).
[18] D. Day and M. Gu, Femtosecond fabricated photomasks for fabrication of microfluidic devices, Opt. Express 14, 10753-10758 (2006).
[19] L. Mourier, D. Mazuyer, A. A. Lubrecht, C. Donnet, E. Audouard, Action of a femtosecond laser generated micro cavity passing through a circular EHL contact, Wear, 264, 450-456 (2008).

par la rédaction
Publié le 1 juin 2008 à 22:00,
modifié le 2 décembre 2021 à 7:45
Bons plans

Conso
Guides entretien des sols
Quels sont meilleurs aspirateurs sans fil à moins de 500 € ?

Conso
Guides jardin
La motobineuse électrique Costway n'a jamais été aussi accessible sur Cdiscount !

Conso
Guides Télécoms
Moins de 24€ pour la fibre jusqu’à 8 Gb/s : découvrez l’offre B&YOU Pure Fibre de Bouygues

Conso
Guides entretien des sols
Quels sont les meilleurs aspirateurs pas chers pour voiture ?

Conso
Guides piscine et spa
Beatbot AquaSense 2 : trois robots piscine révolutionnaires et déjà en promo !

Conso
Guides jardin
Cdiscount broie le prix de cet outil multifonctions 3 en 1 Bosch parfait pour entretenir votre jardin

Conso
Guides PC et tablettes
Programme Fiabilité MEDION et ERAZER : une garantie d'un ordinateur réparé et remboursé à 100 % !

Conso
Guides entretien des sols
Quels sont les meilleurs aspirateurs légers en 2025 ?

Conso
Guides entretien des sols
, située sur l’île de Kodiak. © Darpa, Astra")





 a été inauguré en 2010. Il est l’œuvre — tout comme le terminal 2 — de l’architecte espagnol Ricardo Bofill. Sa forme générale ondulée rappelle tout simplement celle d’un avion. Et grâce à des murs totalement en verre, il est littéralement inondé de lumière naturelle.
Imaginé dans un souci de durabilité, le toit en aluminium du bâtiment est équipé d’une centaine de panneaux solaires qui permettent de chauffer 70 % de l’eau utilisée dans ce terminal. © RBTA Marketing Team, Wikimedia, CC0")








