








Avant d'entrer dans plus de détails concernant les domaines d'application industrielle, présentons quelques techniques de mise en forme du faisceau laser. C'est aussi un domaine en fort développement avec de nombreux transferts de technologie possibles du domaine de l'optique vers celui des procédés laser.


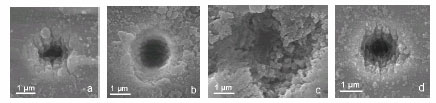
Une chaîne laser avec mise en forme spatiale programmable a été utilisée pour démontrer l'usinage à haute qualité à cadence 100 kHz au point focal et à faible énergie [12]. Pour cela, des microperçages profonds et des micro-découpes à la limite de diffraction sont réalisés (figure 5). Il apparaît d'ailleurs sur ces résultats que, sur des matériaux durs comme le rubis, le perçage à faible énergie sur un diamètre de 1 μm sans correction de front d'onde est tout simplement impossible.
 sur de l’Inox et c) du rubis sans correction de front d’onde ; b) sur de l’Inox et d) du rubis avec correction de front d’onde.")
Par ailleurs, ce système associé à une fonction de mise en forme programmable de la tache focalefocale permet de réaliser du micro-usinage ou du micro-marquage direct de forme préalablement choisie (figure 6) avec des tailles typiques de motifs de 20 μm.


Outils de contrôle pour un usinage à l'échelle industrielle
Ce type de dispositif [13] est en cours de transfert industriel [14]. La possibilité de contrôler la phase d'un faisceau laser ouvre également des voies nouvelles dans la réalisation de système permettant un procédé parallèle. De tels systèmes peuvent utiliser des techniques d'interférence de faisceau, mais d'autres techniques de manipulation sont envisagées, particulièrement au Japon [15]. Dans ce type d'application, le faisceau initial est divisé en plusieurs faisceaux, ayant chacun suffisamment d'énergie pour permettre le procédé. La maîtrise de ces techniques est sans doute un point clé des procédés de marquage, qui nécessitent peu d'énergie, mais exigent de très hautes vitessesvitesses pour répondre aux besoins des grandes séries.
[12] N. Sanner, N. Huot, E. Audouard, C. Larat, P. Laporte and J.P. Huignad, 100 kHz diffraction-limited femtosecond laser machining, Appl. Phys. B, 80, 27-30 (2005), article sélectionné pour traduction dans LumièresLumières, Octobre 2005.
[13] N. Sanner, H. Huot, E. Audouard, C. Larat, J.-P. Huignad, Direct ultrafast microstructuring of materials using programmable beam shaping, Optics and Lasers in Engineering, 45, 737-741 (2007).
[14] N.Huot, E. Audouard, H. Soder, Brevet, Dispositif de micro-usinage par laser femtosecondefemtoseconde avec conformationconformation dynamique de faisceau, n°05/51007, 20 avril 2005.
[15] S. Hasegawa, Y. Hagasaki, N. Niohuda, holographic femtosecond laser processing with multiplexed phase fresnel lenses » Opt. Lett. 31, 1705 (2006).

par la rédaction
Publié le 1 juin 2008 à 22:00,
modifié le 2 décembre 2021 à 7:41
Bons plans

Conso
Guides entretien des sols
Quels sont les meilleurs aspirateurs pas chers pour voiture ?

Conso
Guides piscine et spa
Beatbot AquaSense 2 : trois robots piscine révolutionnaires et déjà en promo !

Conso
Guides jardin
Cdiscount broie le prix de cet outil multifonctions 3 en 1 Bosch parfait pour entretenir votre jardin

Conso
Guides PC et tablettes
Programme Fiabilité MEDION et ERAZER : une garantie d'un ordinateur réparé et remboursé à 100 % !

Conso
Guides entretien des sols
Quels sont les meilleurs aspirateurs légers en 2025 ?

Conso
Guides entretien des sols
Cet aspirateur balai sans fil Ultenic est affiché à moins de 120 € sur Cdiscount

Conso
Guides jardin
Cette tondeuse thermique Scheppach à moins de 170 € est indispensable pour votre jardin

Conso
Guides petit électroménager
Cette machine à café incontournable Nespresso Krups est à petit prix sur Cdiscount

Conso
Guides entretien des sols













 voulait être paléoanthropologue et réaliser des fouilles en Afrique orientale depuis l'âge de 13 ans après avoir lu un livre sur Lucy, la célèbre Australopithecus afarensis. On le voit ici en compagnie de Sonia Harmand qui a toujours été passionnée par la quête de nos origines et le rôle des outils dans l'évolution cognitive des hominines. Elle voulait elle aussi travailler dans le berceau de l'humanité, où les premiers chapitres de l'histoire humaine sont préservés. Les voici réunis sur cette photo où ils examinent les plus vieux outils découverts à ce jour. © MPK-WTAP")




, d’où partent trois grosses artères : l’artère subclavière gauche, l’artère carotide commune gauche et le tronc brachio-céphalique.© Patrick J. Lynch, CC by-sa 2.5")

")


